連載
今回は製材には欠かせない“帯ノコ”に再びスポットライトを当てようと思います。 帯ノコについては12号にてご紹介をさせて頂きましたが、今回は帯ノコの「目立て」の世界を見ていきましょう。
大工さんがカンナを研いだりするように、製材する時によく切れるように“帯ノコ”を調整する事を「目立て」と言います。帯ノコをよく切れるように目立てをしておかなければ、製材の精度が低下するだけでなく、帯ノコが割れるなどの危険もあり、製材には欠かせない役割の一つです。
目立ては“勘や経験”という職人技的な部分が多く、現在では手作業で目立てを行える人は少なくなったようです。昔はどの製材所にも目立て工房があり、専任の職人さんが帯ノコを1枚ごとに手で触れながら、目立てを行っていたそうです。現在では分業化が進み、コンピューター制御された機械が自動的に目立てを行うのが主流になりました。 ですが、帯ノコ盤は1台ごとに特性があり、またハラオシ(製材操作者)の挽き方にも個性があり、均一的な目立てでは対応しきれない部分があります。それぞれに合った目立てを行う事は精度を上げ、作業効率を向上させるわけです。また、製材から戻ってきた帯ノコを見て、製材機の不調を察知する事もあり、これはコンピューター制御された目立てでは成し得ない技だと思います。
弊社吉野中央木材では自社内の工房にて、現在も専門の職人さんが目立てを行っています。 今回はその内部をご紹介し、その職人芸をご覧頂こうと思います。まずは目立て職人をご紹介しましょう。 弊社で目立てを担当しているのが、大石一也さん、今年37歳です。職人という事からものすごい高齢の熟練工を想像されたかもしれませんが、ナイスガイな職人です。
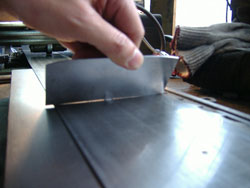
写真7、8:帯ノコを水平な台に乗せて、歪みを確認します。右側の写真に見える隙間が歪みです。
「ヒートテンション」とは帯ノコの刃の下部あたりを加熱する事です。 こうする事で、帯ノコの刃がついている側が少し縮み、帯ノコは円すい形状に変形します。これは12号でお伝えしたように、帯ノコ盤の上下のタイヤから外れないようにする為の一つの要素になります。(写真12〜14)
続いて、「腰」を入れていきます。(写真15) 帯ノコのお腹の部分をプレスして、腰を作ります。5ミリ幅の筋を10本ほど付けます。 「ヒートテンション」を入れる時の温度調整や、帯ノコを移動させるスピード調整によって、ヒートテンションの強さを調整しています。また「腰」を入れる時のプレスの強さによって、腰の強さを調整しています。 それぞれの帯ノコ盤に応じて、強さを微妙に調整しているわけです。まさに職人芸です。 帯ノコは高速回転しながら、木材を挽いて行きますので、摩擦熱が発生します。この熱で帯ノコが緩んでくるので、摩擦熱の具合も考慮して腰を入れなければなりません。
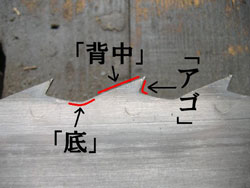
続いて、刃の“掃除”を行います。 まず刃の形状をご説明しましょう。刃には「アサリ」「アゴ」「底」「背中」と呼ばれる部分があります。「アサリ」と呼ばれる先端の部分で木材を挽いていくイメージになります。このアサリについては、次の工程でお話をするとして、ここではアゴ、底、背中の掃除についてご説明しましょう。
そもそもアサリとは何でしょうか? アサリとは刃先の部分のことで、耳かきの先のような形状をしています。製材をする時に木を切りかく部分です。 新品の帯ノコにはアサリはついておらず、目立てをする時に作ります。“スウェージ”というペンチみたいな道具を利用して、刃先を平べったく潰すような感じになります。1本の帯ノコには約240個の刃が付いており、この全てにアサリを付けます。
そして、このアサリに“ステライト”という金属を溶着させます。そのままのアサリでも製材は可能ですが、ステライトを付ける事で剛性が高まります。 ステライトは他の金属に比べて熱を加えても耐性が落ちないという特徴があり、これを850度の熱で溶かして、アサリに溶着させます。これぞ職人芸!といった感じです。
焼き戻しとは、溶着時の850度の半分くらいの熱で再度炙る事をいいます。 先ほど掃除を行った“目立て機”に帯ノコをセットし、バーナーで刃先を熱します。焼き戻しを行う事で、刃に柔軟性が生まれ、耐性が高まります。(写真32) 焼き戻しを終えると、最終工程の研磨に移ります。 この段階ではアサリの幅が広いので、アサリの両サイドを研磨します。「サイド研磨機」を利用します。(写真33、34)
文面ではその難しさが上手く伝えられず、それぞれの工程は簡単そうに感じるのですが、実際に目立ての現場を目の当たりにすると、非常に繊細な技の連続です。目立て担当の大石さんの見事な職人芸と言うより他ありません。しかし、この技は一朝一夕で成し得たものではありません。
目立て担当の大石さんが入社したのは13年前。 その当時、弊社には凄腕の目立て職人さんが活躍していました。奈良県でも指折りの名人だったそうです。しかし名人は定年間近で、後継者の育成が急務になりました。
大石さんの話では、いとも簡単に目立てを行う名人を見て、「すぐに出来るようになる」と気楽に思ったそうですが、実際やってみると全然うまく出来なかったそうです。 当時大石さんは製材の方の仕事も担当していたので、毎日夕方から1時間、名人の講義を受け、講義後も夜の工場に残り、目立ての練習をしたそうです。 名人からは怒られ続け、イヤになった時もあったそうですが、1年間耐え続け、名人から「もう明日から一人でやってもええ。」と言われた時は、涙が出るほど嬉しかったそうです。 努力と根性が、その職人芸を築いたのです。 今回は製材所の内部の本当にディープな世界をのぞいてみました。
次回は、製材所にとっては永遠のテーマとも言える「木材の乾燥」について考えてみたいと思います。 お楽しみに!